FGTI-Distribution > Seals > General conditions of installation
| General terms and conditions for assembly |

|
|
| Friction |
IDG uses PTFE-based materials, thus favouring very low adhesion and very low starting friction. Indeed, pure PTFE has a low coefficient of friction, which can be modulated according to loads. |
Other factors influence the coefficient of friction, including the material of the opposing surface, its roughness and hardness, the speed of friction, as well as temperature and lubrication. IDG materials with a PTFE base are distinguished by smooth, jerk-free sliding. |
| Impact of the opposing surface | The roughness and conformity of the mating surface have a significant impact on the risk of leakage and service life. The load-bearing area of the mating surface must be of good quality. This result is achieved through grinding, honing, and lapping. Machining marks and sharp edges are thus smoothed. This latter point is particularly important in the case of very hard mating surfaces. |
Surface smoothing obtained by cold working or rolling can be irregular and will be particularly unfavourable to the operation of composite joints. On rotating or oscillating movements, the opposing surface must be as smooth as possible, whilst avoiding machining marks during grinding. |
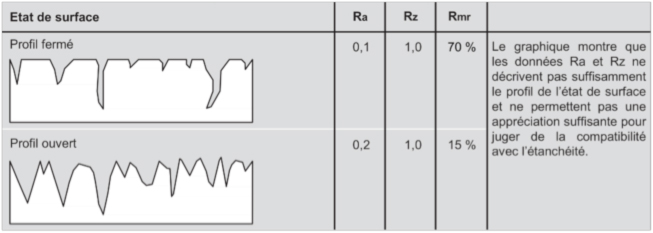
| Maximum roughness for surface conditions, material ratio |
Surface roughness of opposing surface according to standard DIN EN ISO 4287
The gasket and the opposite surface must always be considered as a unit. Indeed, the proper functioning and service life of a gasket depend essentially on the quality of the surface finish. Concentric or helical machining marks and irregularities, scratches or scoring, or other imperfections are not acceptable. |
In general, surface finish quality is more important for dynamic applications than for static ones. The DIN EN ISO 4287 standard defines the usual values for surface states (Rz, Rt, Ra). As these values are not sufficient in certain cases, a material ratio (Rmr) is also defined. The material portion (Rmr) is crucial for defining a surface finish profile. It also depends on production and machining conditions. |
|
||
| Protection against hydrodynamic drive pressure |
During linear guidance with a small clearance between a static sleeve at rest and a moving friction surface, a hydrodynamic fluid drive current is created. If this flow is interrupted by a joint, the pressure increases and raises the correlated system pressure, particularly in the case of «long» movements. |
That's why the seal housing must be as large as possible. If this is not sufficient, a relief groove or MANOY grooved guide bushes or guide strips can be used. The critical pressure increase at the seal is thus avoided. |
| Polishing, lapping |
During the run-in, the opposite surface is polished by the seals and the guide elements. However, rapid, short-stroke or oscillating movements can promote the appearance of unwanted wear grooves. |
External vibrations can produce the same effect. To prevent this premature wear as much as possible, the opposing surface must be hard. |
| Surface hardness opposite |
In general, joint wear is lower on hard opposing surfaces than on soft ones. The risk of wear due to the appearance of contact grooves is particularly significant in rotary motion. |
If the opposing surfaces are not sufficiently hard, particles ripped away by the seal will exacerbate damage to the friction surface. The risk of leakage is unavoidable. The minimum hardness must be above 58HRC for linear movement, and above 62HRC for rotational use. |
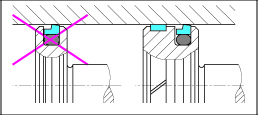
| Guides, centres |
All metal contact between the piston, rod and liner must be avoided. During operation, existing grooves will widen and damage the seal, guide and scraper. Leaks will appear sooner or later. Neither the joint nor the scraper can fulfil the guidance functions. Separate guiding elements with sufficient range are therefore required. |
|
| Lubrication, dry running |
Almost all IDG PTFE-based materials can run dry. However, running dry reduces the lifespan of the seal/mating surface system. By using a closed-circuit lubrication film in the space created for the play, friction is reduced. The lowest friction is obtained with lubricating or hydraulic oil. |
The use of a lubricating film reduces temperature rise and increases the seal's lifespan. For pneumatic cylinders or guide rods, lubrication at assembly is sufficient. |
| Abrasive particles in the fluid |
Particles are not usually the main cause of a leak, but they do cause wear to the seal/opposite surface system and lead to premature seal failure. The determining factors in the wear of a sealing system are the size, but also the number of particles in suspension. With a lubrication film of 0.5 μm thickness, only small particles are removed; larger ones will lead to wear of the seal and the opposing surface. |
Thanks to upstream modifications (e.g. a filtering technique), the number of particles can be reduced. ISO 4406 and NAS 1638 standards are used to qualify and quantify fluid purity. |
Technical parts and high-value-added services
FGTI Distribution © 2024 All rights reserved
Legal information
Quality Policy
Terms and Conditions of Sale
Website by AroConseil