FGTI-Distribution > Uszczelki > Ogólne warunki montażu
| Warunki ogólne montażu |

|
|
| Tarcie |
IDG stosuje materiały na bazie PTFE, zapewniając w ten sposób bardzo niską przyczepność i bardzo niskie tarcie rozruchowe. Rzeczywiście, czyste PTFE ma niski współczynnik tarcia, który można modulować w zależności od obciążenia. |
Inny wpływ na współczynnik tarcia mają także materiał powierzchni przeciwległej, jej chropowatość i twardość, szybkość tarcia oraz temperatura i smarowanie. Materiały IDG na bazie PTFE charakteryzują się płynnym poślizgiem. |
| Wpływ powierzchni przeciwnej | Chropowatość i gładkość powierzchni współpracujących mają duży wpływ na ryzyko wycieku i żywotność. Stykowa powierzchnia współpracująca musi być dobrej jakości. Wynik ten uzyskuje się dzięki szlifowaniu, dogładzaniu i docieraniu. W ten sposób wygładzane są rysy po obróbce i ostre krawędzie. Ten ostatni punkt jest szczególnie ważny w przypadku bardzo twardych powierzchni współpracujących. |
Wygładzenie powierzchni uzyskane przez zgniatanie lub walcowanie może okazać się nierówne i będzie szczególnie niekorzystne dla działania uszczelek kompozytowych. Podczas ruchów obrotowych lub oscylacyjnych, powierzchnia przeciwległa musi być jak najgładsza, unikając jednocześnie rysowania podczas szlifowania. |
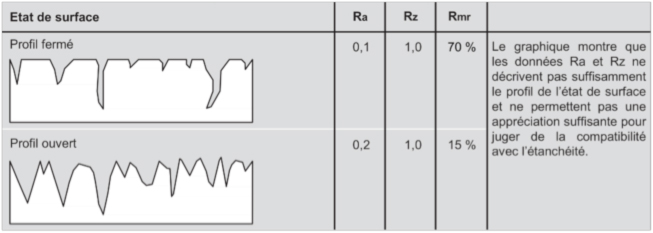
| Maksymalna chropowatość dla stanów powierzchni, część materiału |
Chropowatość powierzchni przeciwległej zgodnie z normą DIN EN ISO 4287
Zawsze należy traktować uszczelkę i powierzchnię stykową jako całość. Bowiem prawidłowe działanie i żywotność uszczelki zależą w dużej mierze od jakości stanu powierzchni. Niedopuszczalne są koncentryczne lub spiralne rysy i nierówności obróbki, zadrapania, bruzdy lub nierówności. |
Ogólnie rzecz biorąc, jakość stanów powierzchniowych jest ważniejsza w zastosowaniach dynamicznych niż statycznych. Norma DIN EN ISO 4287 określa typowe wartości parametrów chropowatości powierzchni (Rz, Rt, Ra). Ponieważ wartości te mogą być w pewnych przypadkach niewystarczające, definiowany jest również wskaźnik udziału materiału (Rmr). Udział materiału (Rmr) ma decydujące znaczenie dla określenia profilu stanu powierzchni. Zależy on również od warunków produkcji i obróbki. |
|
||
| Ochrona przed ciśnieniem hydrodynamicznym |
Podczas prowadnic liniowych z niewielkim luzem między nieruchomą tuleją a ruchomą powierzchnią cierną, powstaje hydrodynamiczny prąd napędowy płynu. Jeśli ten przepływ zostanie przerwany przez uszczelkę, ciśnienie wzrośnie i zwiększy ciśnienie w skorelowanym systemie, a zwłaszcza w przypadku «długich» ruchów. |
Dlatego też gniazdo uszczelki musi być jak największe. Jeśli to nie wystarczy, można zastosować rowek odpływowy lub pierścienie prowadzące MANOY z nacięciami albo taśmy prowadzące. Zapobiega to krytycznemu wzrostowi ciśnienia na uszczelnieniu. |
| Polerowanie, docieranie |
Podczas docierania powierzchnia przeciwna jest polerowana przez uszczelnienia i elementy prowadzące. Jednakże, szybkie ruchy o niewielkiej amplitudzie lub ruchy oscylacyjne mogą sprzyjać powstawaniu niepożądanych bruzd zużycia. |
Drgania zewnętrzne mogą wywołać ten sam efekt. Aby maksymalnie zapobiec przedwczesnemu zużyciu, powierzchnia przeciwna musi być twarda. |
| Twardość powierzchni przeciwległej |
Ogólnie zużycie uszczelnień jest mniejsze na twardych niż na miękkich powierzchniach przeciwnych. Ryzyko zużycia przez powstawanie rowków kontaktowych jest szczególnie wysokie w ruchu obrotowym. |
Jeśli powierzchnie przeciwległe nie są wystarczająco twarde, cząsteczki wyrwane przez połączenie przyspieszą uszkodzenia powierzchni ciernej. Ryzyko wycieku jest nieuniknione. Minimalna twardość dla ruchu liniowego musi wynosić powyżej 58HRC, a dla zastosowań obrotowych powyżej 62HRC. |
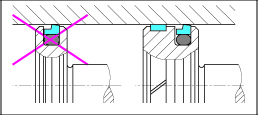
| Przewodnicy, środkowe |
Należy unikać wszelkiego kontaktu metal-metal między tłokiem, trzonem i cylindrem. Podczas pracy istniejące rowki powiększają się i uszkadzają uszczelkę, prowadnicę i zgarniacz. Wyciek pojawia się wcześniej lub później. Ani złącze, ani zgarniacz nie mogą pełnić funkcji prowadzących. Należy zatem przewidzieć oddzielne elementy prowadzące o odpowiednim zasięgu. |
|
| Smarowanie, praca na sucho |
Prawie wszystkie materiały IDG na bazie PTFE mogą pracować na sucho. Praca na sucho skraca jednak żywotność systemu uszczelnienia/powierzchni przeciwległej. Wykorzystanie filmu smarnego w obiegu zamkniętym w przestrzeni przeznaczonej na luz zmniejsza tarcie. Najmniejsze tarcie uzyskuje się przy użyciu oleju smarowego lub hydraulicznego. |
Zastosowanie warstwy smarnej zmniejsza wzrost temperatury i wydłuża żywotność uszczelki. Do zastosowań na cylindrach pneumatycznych lub prętach prowadzących wystarczające jest smarowanie podczas montażu. |
| Cząstki ścierne w płynie |
Cząsteczki zazwyczaj nie są główną przyczyną wycieku, ale powodują realne zużycie systemu uszczelnienia/powierzchni przeciwległej i prowadzą do przedwczesnego uszkodzenia uszczelnienia. Decydującymi czynnikami zużycia systemu uszczelniającego są wielkość, ale także liczba zawartych w nim cząstek. Dzięki filmowi smarnemu o grubości 0,5 μm usuwane są tylko drobne cząstki, większe spowodują zużycie uszczelnienia i powierzchni przeciwbieżnej. |
Dzięki modyfikacjom wprowadzonym na wczesnym etapie (np. technika filtrowania) można zredukować liczbę cząstek. Normy ISO 4406 i NAS 1638 służą do kwalifikowania i kwantyfikowania czystości płynów. |
Części techniczne i usługi o wysokiej wartości dodanej
FGTI Distribution © 2024 Wszelkie prawa zastrzeżone
Informacje prawne
Polityka jakości
Regulamin
Strona internetowa AroConseil