Condições gerais de montagem
FGTI-Distribuição > Juntas de vedação > Condições gerais de montagem
| Condições gerais de montagem |

|
|
| Atrito |
A IDG utiliza materiais à base de PTFE, daí a preferência por uma adesão muito baixa e um atrito de arranque muito baixo. De facto, os PTFE puros têm um baixo coeficiente de atrito modulável de acordo com as cargas. |
Outros fatores influenciam o coeficiente de atrito, entre outros o material da superfície oposta, a sua rugosidade e dureza, a velocidade de atrito, assim como a temperatura e a lubrificação. As matérias IDG à base de PTFE distinguem-se por um deslizamento suave. |
| Impact da superfície oposta | A rugosidade e a conformidade da superfície oposta têm um forte impacto no risco de fuga e na vida útil. A área de contacto da superfície oposta deve ser de boa qualidade. Este resultado é obtido através de esmerilagem, afiação e brunimento. As estrias de maquinação e as arestas afiadas são assim suavizadas. Este último ponto é particularmente importante no caso de superfícies opostas muito duras. |
Um alisamento de superfície obtido por encruamento ou laminação pode revelar-se irregular e será particularmente desfavorável ao funcionamento das juntas compósitas. Em movimentos rotativos ou oscilantes, a superfície oposta deve ser o mais lisa possível, evitando riscos de retificação. |
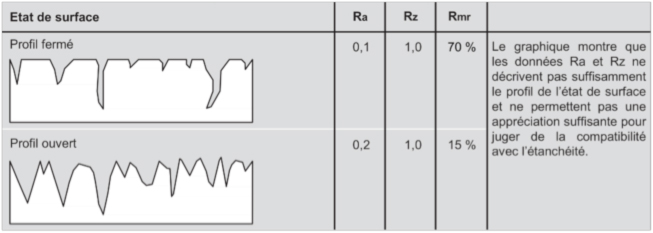
| Rugosidade máxima para acabamentos superficiais, percentagem de material |
Rugosidade da superfície oposta conforme a norma DIN EN ISO 4287
Deve-se considerar sempre a guarnição e a superfície oposta como um conjunto. De facto, o bom funcionamento e a vida útil de uma guarnição dependem essencialmente da qualidade do estado da superfície. Riscos e irregularidades de maquinação concêntrica ou helicoidal, riscos ou sulcos ou irregularidades não são aceitáveis. |
De um modo geral, a qualidade dos estados de superfície é mais importante para aplicações dinâmicas do que para estáticas. A norma DIN EN ISO 4287 define os valores usuais para os estados de superfície (Rz, Rt, Ra). Como estes valores não são suficientes em certos casos, define-se também uma percentagem de material (Rmr). A rugosidade média (Rmr) é determinante para definir o perfil de um estado de superfície. Depende também das condições de produção e de maquinação. |
|
||
| Proteção contra pressão de acionamento hidrodinâmico |
Durante guias lineares com uma folga reduzida entre uma luva estática em repouso e uma superfície de atrito em movimento, cria-se uma corrente de acionamento hidrodinâmico do fluido. Se este fluxo for interrompido por uma junta, a pressão aumenta e eleva a pressão do sistema em correlação, e particularmente em casos de movimentos «longos». |
É por isso que a caixa do selo deve ser o maior possível. Se isto não for suficiente, pode-se usar uma ranhura de refluxo ou anéis de guiamento MANOY com entalhes ou tiras de guiamento. Assim, evita-se o aumento crítico da pressão ao nível da junta. |
| Polimento, amaciar |
Durante o amaciamento, a superfície oposta é polida pelas juntas e pelos elementos de guiamento. No entanto, movimentos rápidos de curso reduzido ou movimentos oscilantes podem promover o aparecimento de sulcos de desgaste indesejáveis. |
Vibrações externas podem produzir o mesmo efeito. Para impedir ao máximo este desgaste prematuro, é necessário que a superfície oposta seja dura. |
| Dureza da superfície oposta |
Em geral, o desgaste das juntas é menor em superfícies opostas duras do que em moles. O risco de desgaste por aparecimento de sulcos de contacto é particularmente importante em movimento rotativo. |
Se as superfícies opostas não forem suficientemente duras, as partículas arrancadas pela junta irão acentuar os danos na superfície de atrito. O risco de fuga é inevitável. A dureza mínima deve situar-se acima de 58HRC para um movimento linear, acima de 62HRC para utilização em rotação. |
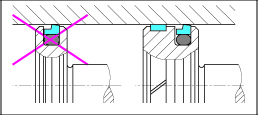
| Guiar, centrar |
Deve evitar-se qualquer contacto metálico entre o pistão, a haste e o cilindro. Durante o funcionamento, ranhuras existentes aumentam e danificam a vedação, o guia e o raspador. A fuga aparece a médio ou longo prazo. Nem a junta nem o raspador podem desempenhar as funções de guiagem. É, portanto, necessário prever elementos de guiamento distintos com alcance suficiente. |
|
| Lubrificação, funcionamento a seco |
Quase todos os materiais IDG à base de PTFE podem funcionar a seco. O funcionamento a seco, no entanto, reduz a vida útil do sistema de vedação/superfície oposta. Usando um filme de lubrificação em circuito fechado no espaço criado para o engrenamento, diminui-se o atrito. O menor atrito obtém-se com um óleo lubrificante ou hidráulico. |
A utilização de uma película lubrificante reduz a subida de temperatura e aumenta a vida útil da vedação. Para aplicações em cilindros pneumáticos ou hastes de guia, uma lubrificação na montagem é suficiente. |
| Partículas abrasivas no fluido |
As partículas geralmente não são a causa principal de uma fuga, mas causam um desgaste real no sistema de selagem/superfície de acoplamento e levam à falha prematura da vedação. Os fatores determinantes do desgaste de um sistema de vedação são o tamanho, mas também o número de partículas em suspensão. Com uma película de lubrificação com 0,5 μm de espessura, apenas as partículas pequenas são removidas, sendo que as maiores levarão ao desgaste do vedante e da superfície oposta. |
Graças a modificações a montante (por exemplo, uma técnica de filtragem), é possível reduzir o número de partículas. As normas ISO 4406 e NAS 1638 são utilizadas para qualificar e quantificar a pureza dos fluidos. |
Peças técnicas e serviços de elevado valor acrescentado
FGTI Distribuição © 2024 Todos os direitos reservados
Menções Legais
Política de Qualidade
Termos e Condições Gerais de Venda
Site web por AroConseil