Condizioni generali di montaggio
FGTI-Distribution > Guarnizioni > Condizioni generali di montaggio
| Condizioni generali di montaggio |

|
|
| Frizione |
IDG utilizza materiali a base di PTFE, privilegiando così un'aderenza molto bassa e un attrito di avviamento molto basso. Infatti, i PTFE puri hanno un basso coefficiente di attrito modulabile a seconda dei carichi. |
Altri fattori influenzano il coefficiente di attrito, tra cui il materiale della superficie opposta, la sua rugosità e durezza, la velocità di attrito, nonché la temperatura e la lubrificazione. I materiali IDG a base di PTFE si distinguono per uno scorrimento fluido. |
| Impatto della superficie opposta | La rugosità e la conformità della superficie di accoppiamento hanno un forte impatto sul rischio di perdite e sulla durata. La zona di contatto della superficie di accoppiamento deve essere di buona qualità. Questo risultato si ottiene mediante rettifica, affilatura e lappatura. Le rigature di lavorazione e i bordi taglienti vengono così smussati. Quest'ultimo punto è particolarmente importante nel caso di superfici di accoppiamento molto dure. |
Una levigatura superficiale ottenuta mediante incrudimento o laminazione può rivelarsi irregolare e sarà particolarmente sfavorevole al funzionamento delle guarnizioni composite. Su movimenti rotatori o oscillanti, la superficie opposta deve essere la più liscia possibile, evitando al contempo le rigature di lavorazione durante la rettifica. |
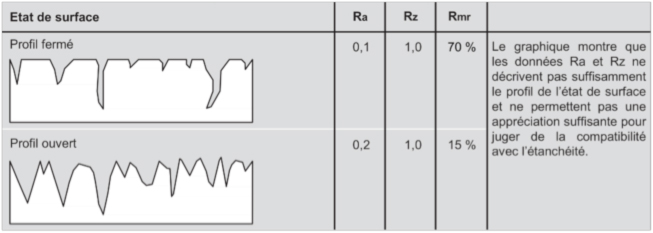
| Rugosità massima per gli stati superficiali, parte materia |
Rugosità della superficie opposta secondo la norma DIN EN ISO 4287
Si deve sempre considerare la guarnizione e la superficie opposta come un insieme. Infatti, il buon funzionamento e la durata di una guarnizione dipendono essenzialmente dalla qualità dello stato di superficie. Le rigature e le irregolarità di lavorazione concentrica o elicoidale, i graffi o le scanalature o le irregolarità non sono accettabili. |
In generale, la qualità degli stati superficiali è più importante per le applicazioni dinamiche che per quelle statiche. La norma DIN EN ISO 4287 definisce i valori usuali per gli stati di superficie (Rz, Rt, Ra). Poiché questi valori non sono sufficienti in alcuni casi, si definisce anche una percentuale di materiale (Rmr). La parte materiale (Rmr) è determinante nel definire il profilo di uno stato superficiale. Dipende anche dalle condizioni di produzione e di lavorazione. |
|
||
| Protezione contro la pressione dinamica idrodinamica |
Durante le guide lineari con un gioco ridotto tra una camicia statica a riposo e una superficie di attrito in movimento, si crea una corrente di trascinamento idrodinamico del fluido. Se questo flusso viene interrotto da una giunzione, la pressione aumenta e incrementa la pressione del sistema in correlazione e più particolarmente nei casi di movimenti «lunghi». |
Ecco perché l'alloggiamento del giunto deve essere il più grande possibile. Se ciò non bastasse, si possono utilizzare scanalature di riflusso o boccole di guida MANOY scanalate o guide a nastro. In questo modo si evita l'aumento critico di pressione a livello della guarnizione. |
| Lucidatura, rodaggio |
Durante il rodaggio, la superficie opposta viene lucidata dalle guarnizioni e dagli elementi di guida. Tuttavia, movimenti rapidi a corsa breve o movimenti oscillanti possono favorire la formazione indesiderata di solchi da usura. |
Vibrazioni esterne possono produrre lo stesso effetto. Per impedire al massimo questo logorio prematuro, è necessario che la superficie opposta sia dura. |
| Durezza superficiale opposto |
In generale, l'usura delle guarnizioni è inferiore su superfici opposte dure piuttosto che molli. Il rischio di usura per l'insorgenza di rigature di contatto è particolarmente importante in movimento rotatorio. |
Se le superfici contrapposte non sono sufficientemente dure, le particelle strappate dalla giunzione accentueranno i danni sulla superficie di attrito. Il rischio di perdite è inevitabile. La durezza minima deve essere superiore a 58HRC per un movimento lineare, superiore a 62HRC per un uso rotante. |
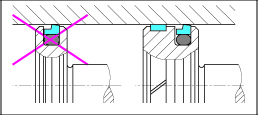
| Guida, centro |
Occorre evitare ogni contatto metallico tra il pistone, lo stelo e la camicia. Durante il funzionamento, le scanalature esistenti si allargano e danneggiano la guarnizione, la guida e il raschiatore. La perdita appare a più o meno lungo termine. Né il giunto né il raschiatore possono svolgere le funzioni di guida. Pertanto, è necessario prevedere elementi di guida distinti con un raggio d'azione sufficiente. |
|
| Lubrificazione, funzionamento a secco |
Quasi tutti i materiali IDG a base di PTFE possono funzionare a secco. Il funzionamento a secco riduce tuttavia la durata di vita del sistema giunto/superficie di accoppiamento. Utilizzando un film di lubrificazione a circuito chiuso nello spazio creato per il gioco, si riduce l'attrito. Il minimo attrito si ottiene con un olio lubrificante o idraulico. |
L'uso di un film di lubrificazione riduce l'aumento di temperatura e aumenta la durata della guarnizione. Per applicazioni su cilindri pneumatici o aste di guida, una lubrificazione al montaggio è sufficiente. |
| Particelle abrasive nel fluido |
Le particelle non sono generalmente la causa principale di una perdita, ma causano un vero e proprio logorio del sistema accoppiato guarnizione/superficie di riscontro e portano a un cedimento prematuro della tenuta. I fattori che determinano l'usura di un sistema di tenuta sono la dimensione, ma anche il numero di particelle in sospensione. Con un film di lubrificazione di 0,5 μm di spessore, vengono rimosse solo le particelle più piccole, mentre quelle più grandi causeranno l'usura della guarnizione e della superficie opposta. |
Grazie a modifiche a monte (ad esempio, una tecnica di filtraggio), è possibile ridurre il numero di particelle. Gli standard ISO 4406 e NAS 1638 sono utilizzati per qualificare e quantificare la purezza dei fluidi. |
Parti tecniche e servizi ad alto valore aggiunto
FGTI Distribuzione © 2024 Tutti i diritti riservati
Informazioni legali
Politica della qualità
Termini e condizioni generali di vendita
Sito web di AroConseil